Sprache auswählen
Sprache auswählen
Das RPA ultra vereint hochdynamische Messmethodik mit maximaler Steifigkeit.
Durch volle Rotation der Kammer erreicht das RPA ultra Scherraten in nie da gewesener Höhe.
Die extremen Abtastraten des RPA ultra offenbaren verborgene Materialkenngrößen.
Höchste Qualität ist unser Antrieb, kundenorientiere Lösungen sind unsere Motivation:
deshalb erweitern wir als Prüfgerätehersteller unser Produktportfolio und setzen dabei
traditionell auf Innovation. Mit dem neuen RPA ultra lassen sich Materialien untersuchen, wie
es nie zuvor möglich gewesen ist.
Diese neue Art der fortschrittlichen RPA-Prüfung ermöglicht den Zugang zu wertvollen
Informationen, die in höheren Harmonischen, stationärer Scherviskosität oder nicht-
elliptischen Lissajous-Figuren enthalten sind. Durch die rotierende untere Kammer lässt
sich die transiente Viskosität von Materialien erstmals in Bereichen ermitteln,
die für die Produktion in hohem Maße relevant sind.
Damit wird die Qualität des Prüfens auf ein konkurrenzloses Niveau verschoben.
Für ein optimales Signal Rausch Verhältnis während einer Messung ist die Anzahl der Datenpunkte von großer Bedeutung. Das RPAultra erfüllt hier alle Voraussetzungen: hohe Abtastrate, hohe Steifigkeit, modernste Elektronik und einen optimierten Fourier Algorithmus liefern einzigartige Ergebnisse für die Materialcharakterisierung.
Hierbei wird immer das Fourier Spektrum von Drehmoment (Modul) und Auslenkung (Weg) betrachtet und ausgegeben, nur so können Materialunterschiede wiederholbar transparent gemacht werden.
Um eine Verzerrung zu vermeiden muss die Abtastfrequenz mindestens doppelt so hoch sein wie die höchste Frequenz die man erfassen möchte.
Ist die Abtastung zu niedrig, kann das Messsignal nicht sauber detektiert werden und das Signal-Rauschverhältnis (SNR) wird geringer. Damit sind die höheren Harmonischen nicht mehr eindeutig erkennbar.
Durch die extreme hohe Abstastrate können höhere Harmonische problemlos mit unvergleichbarer Reproduzierbarkeit gemessen werden.



Um den Verarbeitungsprozess einer unvulkanisierten Gummimischung besser zu verstehen, ist die transiente Scherviskosität eine der wichtigsten Eigenschaften, vor allem für die Bestimmung der Prozessparameter für Extrusions- und Spritzgusszwecke. Die rotierende untere Kammer mit unbegrenzter Dehnung des RPA ultra bietet dem Benutzer somit einen doppelten Prüfmodus: Dynamische und konstante Scherung.
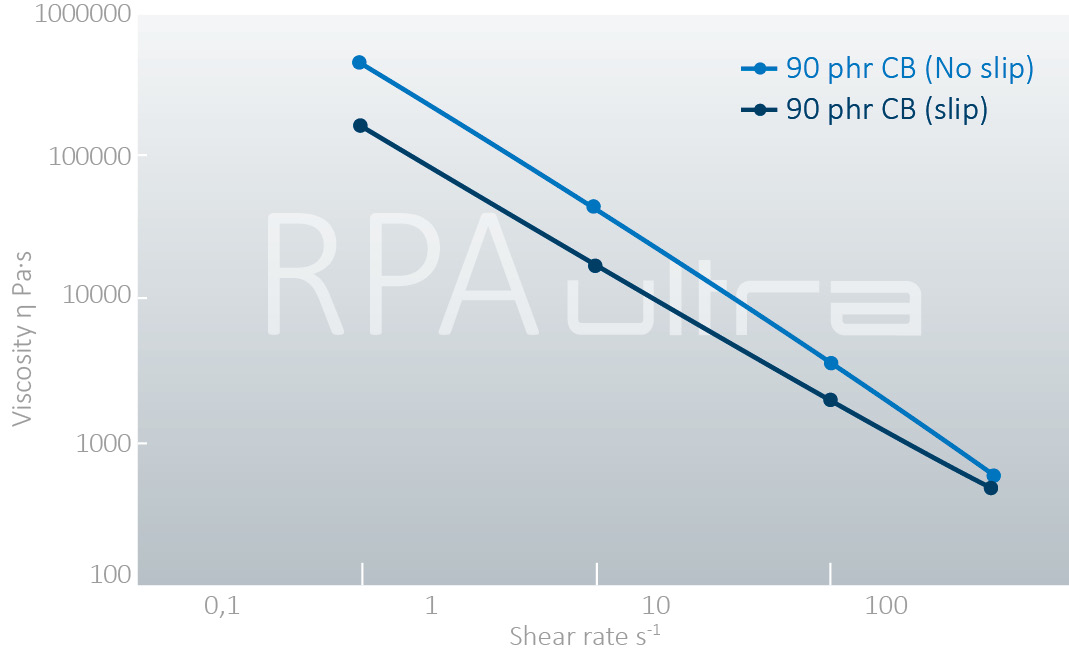
Eine wesentliche Herausforderung bei der Verarbeitung von Gummimischungen ist das Thema Wandgleiten.
Dabei handelt es sich um ein rheologisches Phänomen, bei dem ein Gleiten zum Beispiel zwischen der Extruderwand und dem fließenden Material auftritt. Wir bieten eine optionale Lösung an, bei der die obere Kammer durch einen definiert polierten Kammersatz ersetzt wird. In Kombination mit einem programmierbaren Innendruck können damit Wandgleit-Experimente durchgeführt werden.
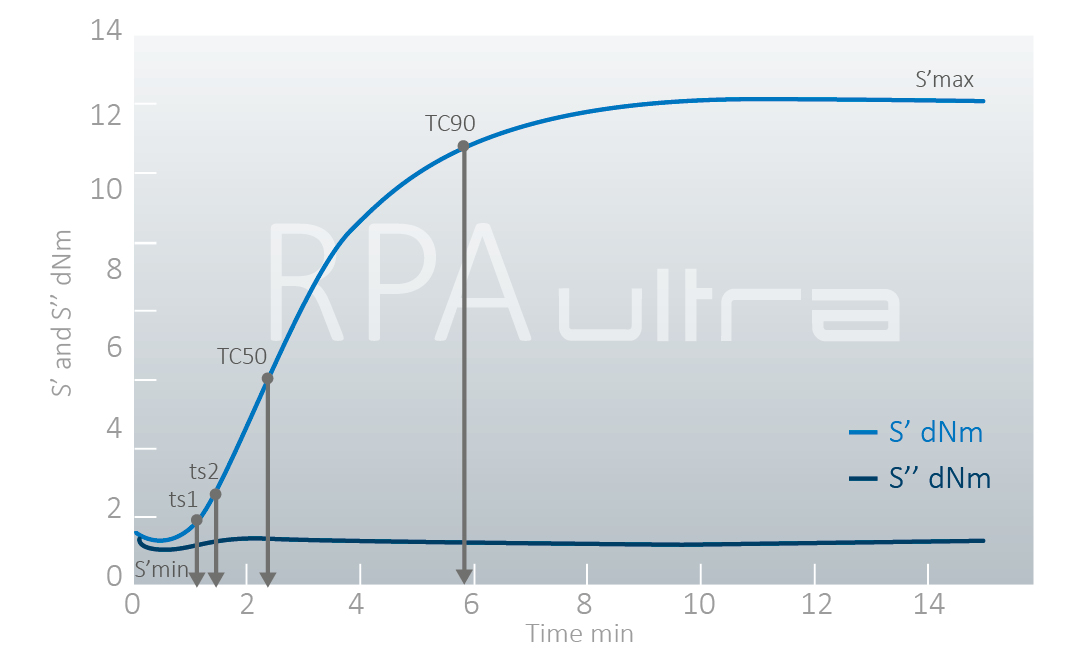
Eine der häufigsten und wichtigsten Prüfungen, die an Gummimischungen durchgeführt werden, sind die isothermen Vulkanisationstests.
Alle wichtigen Prüfparameter wie maximales und minimales Drehmoment, TC-Werte, Reaktionszeit und -rate etc. werden ermittelt und dem Benutzer in tabellarischer und/oder grafischer Form für weitere Analysen in der BareissOne-Software zur Verfügung gestellt.
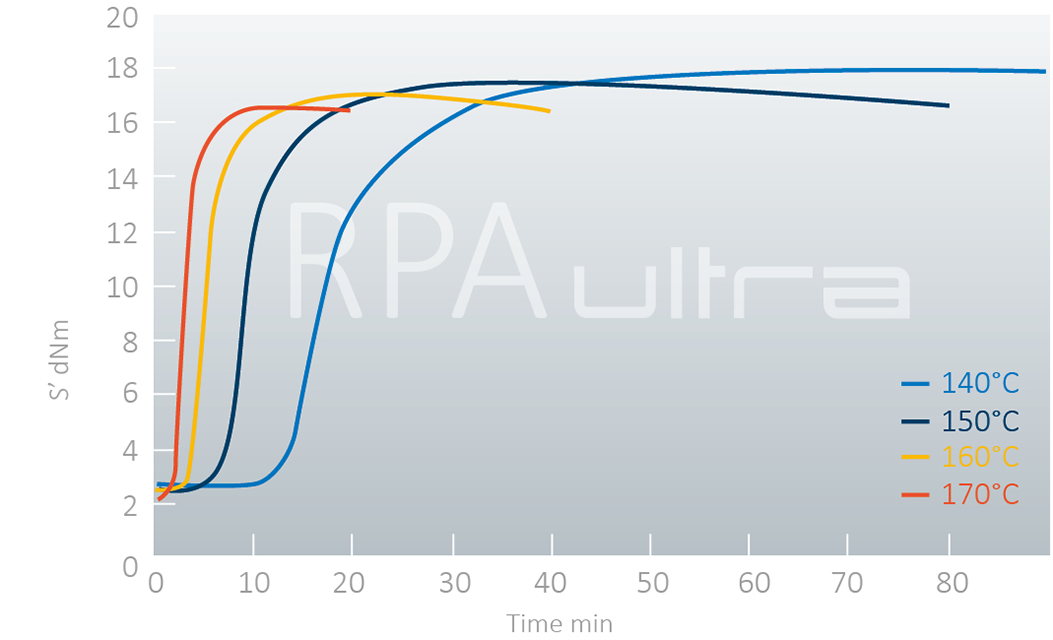
Um das Verhalten einer Probe über einen weiten Temperaturbereich zu beurteilen werden typischerweise anisotherme Messungen (Temperatursweep) mit verschiedenen Heizraten durchgeführt. Diese Messung bei verschiedenen Heizraten ebnet auch den Weg für anisotherme kinetische Berechnungen - ein Modul, das ebenfalls in der BareissOne-Software integriert ist.
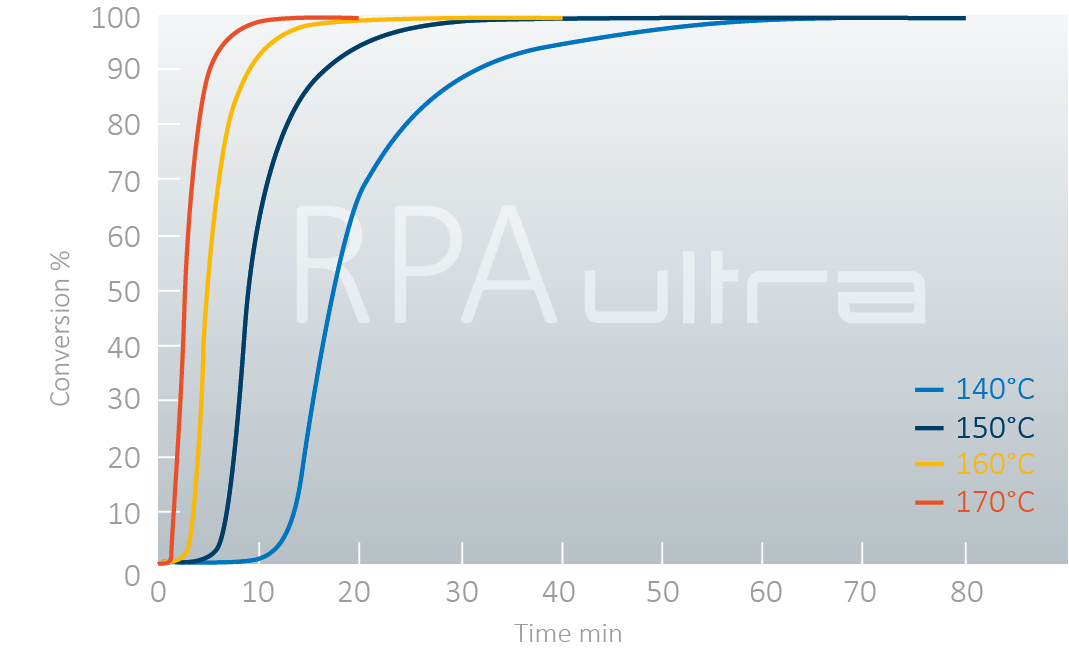
Aus der isothermen Prüfung (Vulkameterkurve) lassen sich Ergebnisse wie Inkubationszeit, Reaktionsordnung und Umsatzgeschwindigkeitskonstante für jede Temperatur bestimmen. Basis dieser Berechnung ist die DIN 53529. Mit Hilfe der Inkubationszeit und der Umsatzgeschwindigkeitskonstanten bei mindestens 3 unterschiedlichen Temperaturen, lassen sich ebenso die Aktivierungsenergien der Inkubation und des Umsatzes bestimmen. Dies sind wesentliche Parameter für die Heizzeitberechnung am Prüfkörper, aber auch für die Produktion.
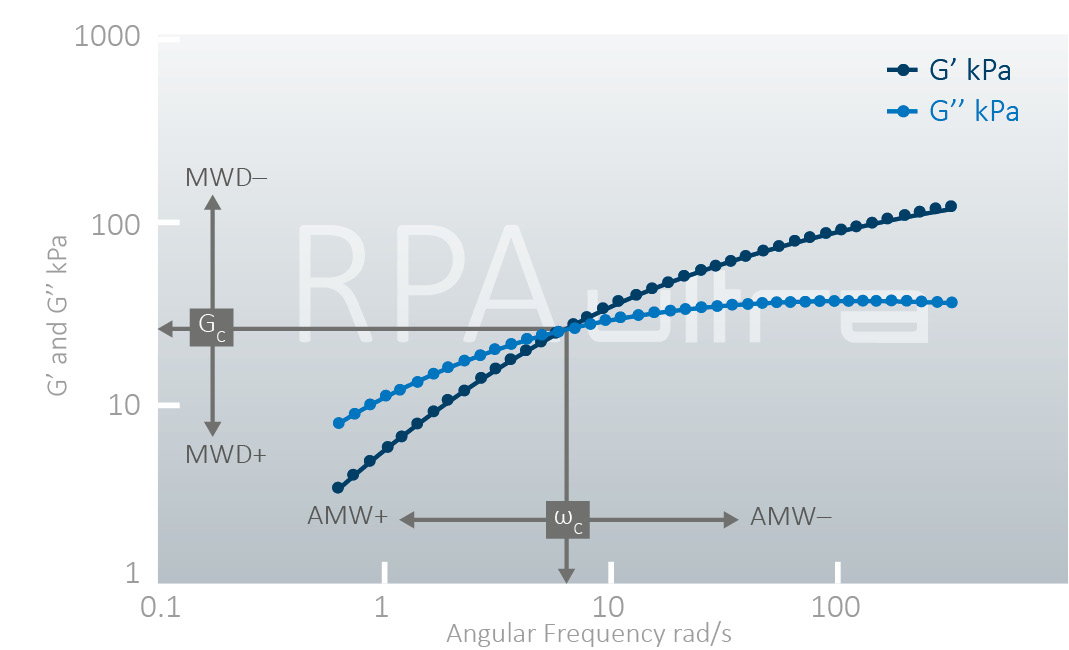
Durch die Charakterisierung einer Probe über einen breiten Frequenzbereich erhält der Benutzer einen umfassenden Überblick über das viskoelastische Verhalten sowie über die Molekularstruktur (Molekulargewicht und Molekulargewichtsverteilung).
Viskoelastische Eigenschaften wie komplexer Modul, Elastizitätsmodul, Verlustmodul, komplexe Viskosität, Phasenwinkel usw. werden bei jeder Frequenz als Ergebnis des frequenzabhängigen Verhaltens der Probe berechnet.
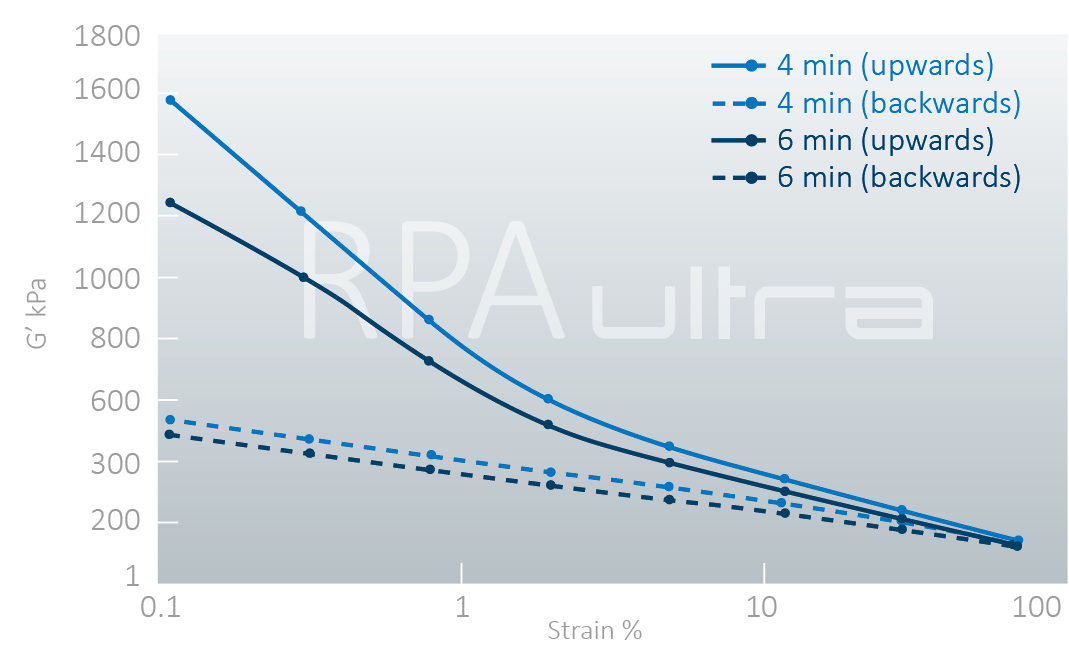
Das Messen einer Probe über einen weiten Amplitudenbereich zeigt das dehnungsabhängige Verhalten, zum Beispiel den linear-viskoelastischen Bereich (LVE) bis hin zu Large Amplitude Oscillatory Shear (LAOS). Der Payne-Test, der bei kleinen Dehnungsamplituden zur Untersuchung der (Füllstoff-/Polymer-)Füllstoff-Netzwerke ausgeführt wird, zeigt den Füllstoffanteil und den Füllstoffdispersionsgrad auf.

LAOS ist im Wesentlichen ein Amplituden-Sweep, der mit relativ großen Amplituden durchgeführt wird, um das nichtlineare viskoelastische Verhalten einer Probe zu untersuchen und zu bewerten.
Das nichtlineare Verhalten eines Materials basiert auf seiner Polymerarchitektur > lineares oder verzweigtes Polymer.
Die LAOS-Ergebnisse werden auch für die FT-Rheologie verwendet. Die Berechnung des LCB-Indizes (Long Chain Branching) oder des Q Parameters erfolgt unter Verwendung des harmonischen Spektrums aus der Fourier Analyse (FFT).
Bei den oben beschriebenen Frequenz- und Amplituden-Sweeps wird ein Parameter (Frequenz oder Dehnung) konstant gehalten während der jeweils andere Parameter (Frequenz oder Dehnung) über einen bestimmten Bereich geändert wird. Bei der Matrixprüfung kann der Benutzer beide Parameter - Frequenz und Dehnung - während eines Sweeps ändern, wodurch das Prüfverfahren flexibler wird und somit mehr Information mit einer Messung bietet.
Downloads

Das RPA ultra vereint hochdynamische Messmethodik mit maximaler Steifigkeit.
Durch volle Rotation der Kammer erreicht das RPA ultra Scherraten in nie da gewesener Höhe.
Die extremen Abtastraten des RPA ultra offenbaren verborgene Materialkenngrößen.
Höchste Qualität ist unser Antrieb, kundenorientiere Lösungen sind unsere Motivation:
deshalb erweitern wir als Prüfgerätehersteller unser Produktportfolio und setzen dabei
traditionell auf Innovation. Mit dem neuen RPA ultra lassen sich Materialien untersuchen, wie
es nie zuvor möglich gewesen ist.
Diese neue Art der fortschrittlichen RPA-Prüfung ermöglicht den Zugang zu wertvollen
Informationen, die in höheren Harmonischen, stationärer Scherviskosität oder nicht-
elliptischen Lissajous-Figuren enthalten sind. Durch die rotierende untere Kammer lässt
sich die transiente Viskosität von Materialien erstmals in Bereichen ermitteln,
die für die Produktion in hohem Maße relevant sind.
Damit wird die Qualität des Prüfens auf ein konkurrenzloses Niveau verschoben.
Für ein optimales Signal Rausch Verhältnis während einer Messung ist die Anzahl der Datenpunkte von großer Bedeutung. Das RPAultra erfüllt hier alle Voraussetzungen: hohe Abtastrate, hohe Steifigkeit, modernste Elektronik und einen optimierten Fourier Algorithmus liefern einzigartige Ergebnisse für die Materialcharakterisierung.
Hierbei wird immer das Fourier Spektrum von Drehmoment (Modul) und Auslenkung (Weg) betrachtet und ausgegeben, nur so können Materialunterschiede wiederholbar transparent gemacht werden.
Um eine Verzerrung zu vermeiden muss die Abtastfrequenz mindestens doppelt so hoch sein wie die höchste Frequenz die man erfassen möchte.
Ist die Abtastung zu niedrig, kann das Messsignal nicht sauber detektiert werden und das Signal-Rauschverhältnis (SNR) wird geringer. Damit sind die höheren Harmonischen nicht mehr eindeutig erkennbar.
Durch die extreme hohe Abstastrate können höhere Harmonische problemlos mit unvergleichbarer Reproduzierbarkeit gemessen werden.
Um den Verarbeitungsprozess einer unvulkanisierten Gummimischung besser zu verstehen, ist die transiente Scherviskosität eine der wichtigsten Eigenschaften, vor allem für die Bestimmung der Prozessparameter für Extrusions- und Spritzgusszwecke. Die rotierende untere Kammer mit unbegrenzter Dehnung des RPA ultra bietet dem Benutzer somit einen doppelten Prüfmodus: Dynamische und konstante Scherung.
Eine wesentliche Herausforderung bei der Verarbeitung von Gummimischungen ist das Thema Wandgleiten.
Dabei handelt es sich um ein rheologisches Phänomen, bei dem ein Gleiten zum Beispiel zwischen der Extruderwand und dem fließenden Material auftritt. Wir bieten eine optionale Lösung an, bei der die obere Kammer durch einen definiert polierten Kammersatz ersetzt wird. In Kombination mit einem programmierbaren Innendruck können damit Wandgleit-Experimente durchgeführt werden.
Eine der häufigsten und wichtigsten Prüfungen, die an Gummimischungen durchgeführt werden, sind die isothermen Vulkanisationstests.
Alle wichtigen Prüfparameter wie maximales und minimales Drehmoment, TC-Werte, Reaktionszeit und -rate etc. werden ermittelt und dem Benutzer in tabellarischer und/oder grafischer Form für weitere Analysen in der BareissOne-Software zur Verfügung gestellt.
Um das Verhalten einer Probe über einen weiten Temperaturbereich zu beurteilen werden typischerweise anisotherme Messungen (Temperatursweep) mit verschiedenen Heizraten durchgeführt. Diese Messung bei verschiedenen Heizraten ebnet auch den Weg für anisotherme kinetische Berechnungen - ein Modul, das ebenfalls in der BareissOne-Software integriert ist.
Aus der isothermen Prüfung (Vulkameterkurve) lassen sich Ergebnisse wie Inkubationszeit, Reaktionsordnung und Umsatzgeschwindigkeitskonstante für jede Temperatur bestimmen. Basis dieser Berechnung ist die DIN 53529. Mit Hilfe der Inkubationszeit und der Umsatzgeschwindigkeitskonstanten bei mindestens 3 unterschiedlichen Temperaturen, lassen sich ebenso die Aktivierungsenergien der Inkubation und des Umsatzes bestimmen. Dies sind wesentliche Parameter für die Heizzeitberechnung am Prüfkörper, aber auch für die Produktion.
Durch die Charakterisierung einer Probe über einen breiten Frequenzbereich erhält der Benutzer einen umfassenden Überblick über das viskoelastische Verhalten sowie über die Molekularstruktur (Molekulargewicht und Molekulargewichtsverteilung).
Viskoelastische Eigenschaften wie komplexer Modul, Elastizitätsmodul, Verlustmodul, komplexe Viskosität, Phasenwinkel usw. werden bei jeder Frequenz als Ergebnis des frequenzabhängigen Verhaltens der Probe berechnet.
Das Messen einer Probe über einen weiten Amplitudenbereich zeigt das dehnungsabhängige Verhalten, zum Beispiel den linear-viskoelastischen Bereich (LVE) bis hin zu Large Amplitude Oscillatory Shear (LAOS). Der Payne-Test, der bei kleinen Dehnungsamplituden zur Untersuchung der (Füllstoff-/Polymer-)Füllstoff-Netzwerke ausgeführt wird, zeigt den Füllstoffanteil und den Füllstoffdispersionsgrad auf.
LAOS ist im Wesentlichen ein Amplituden-Sweep, der mit relativ großen Amplituden durchgeführt wird, um das nichtlineare viskoelastische Verhalten einer Probe zu untersuchen und zu bewerten.
Das nichtlineare Verhalten eines Materials basiert auf seiner Polymerarchitektur > lineares oder verzweigtes Polymer.
Die LAOS-Ergebnisse werden auch für die FT-Rheologie verwendet. Die Berechnung des LCB-Indizes (Long Chain Branching) oder des Q Parameters erfolgt unter Verwendung des harmonischen Spektrums aus der Fourier Analyse (FFT).
Bei den oben beschriebenen Frequenz- und Amplituden-Sweeps wird ein Parameter (Frequenz oder Dehnung) konstant gehalten während der jeweils andere Parameter (Frequenz oder Dehnung) über einen bestimmten Bereich geändert wird. Bei der Matrixprüfung kann der Benutzer beide Parameter - Frequenz und Dehnung - während eines Sweeps ändern, wodurch das Prüfverfahren flexibler wird und somit mehr Information mit einer Messung bietet.
Downloads

